

Production techniques
Компания Центр-Трейд считает своей приоритетной задачей увеличение доли рынка решетчатого настила, произведенного в России по отношению к просечно-вытяжному листу, как более современному, качественному и экономически выгодному материалу.
Основным преимуществом решетчатого настила над просечно-вытяжным листом (ПВЛ) является его универсальная ячеистая конструкция. Благодаря тому, что несущие полосы в сечении настила расположены вертикально, ребром, а связующий пруток запрессован и сварен в каждой точке, - вместе они образуют прочную ячеистую поверхность, что гарантирует высокую жесткость на скручивание.
В отличии от ПВЛ, конструкции, изготовленные из решетчатого настила, демонстрируют значительную устойчивость к нагрузкам (способны выдержать более 100 тонн на 1 кв.м.) и при этом стойкость к деформации.
Одно из свойств решетчатого настила его светопрозрачность. Соотношение материала и свободной поверхности составляет, соответственно, 20 и 80 %. Это уменьшает металлоемкость при сохранение несущей способности, предотвращает скопление осадков, а также упрощает выполнение задач воздухообмена помещений.
- 24 000м2 Production output
per month - 20pieces of modern industrial
equipment - 1 100 000 м2 of supplied products
- 4 000 м2 working, office
and warehouse area - 15 000 м2 open warehouse
area
Production techniques




Технология производства
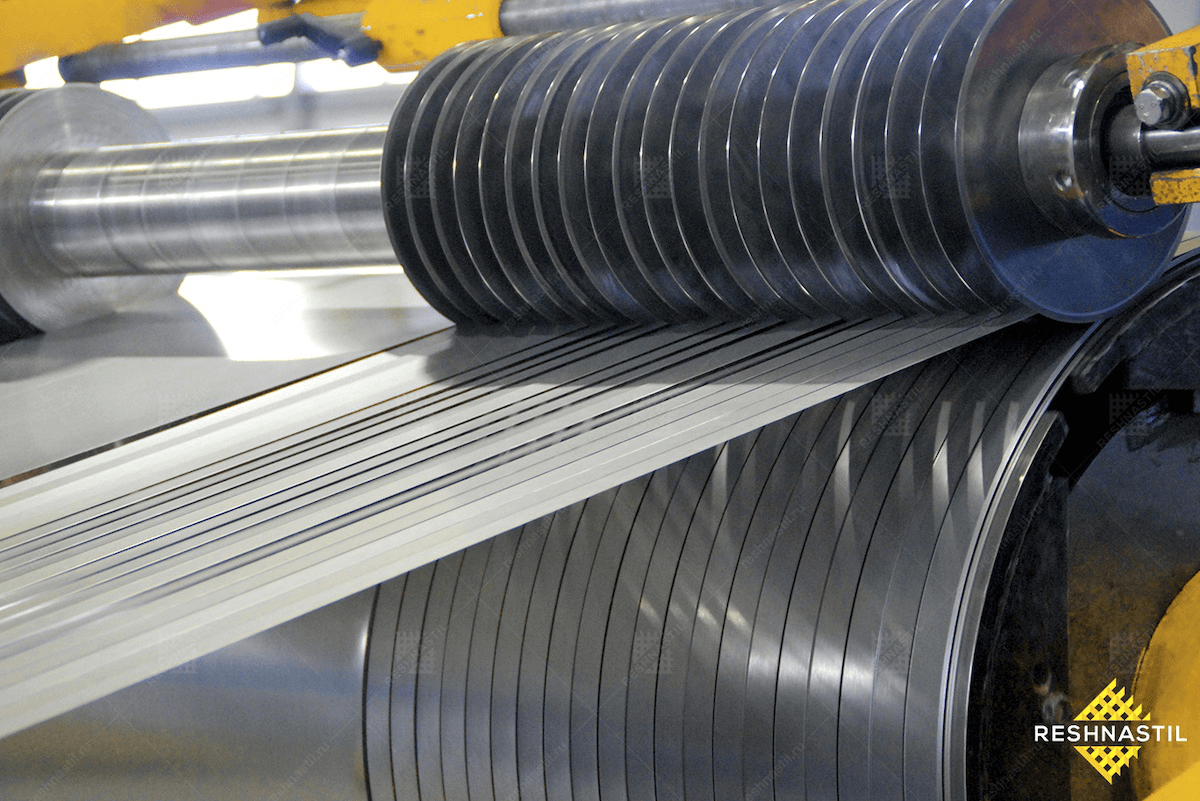
- Резка рулонной стали
- Нанесение противоскольжения на полосу (по желанию)
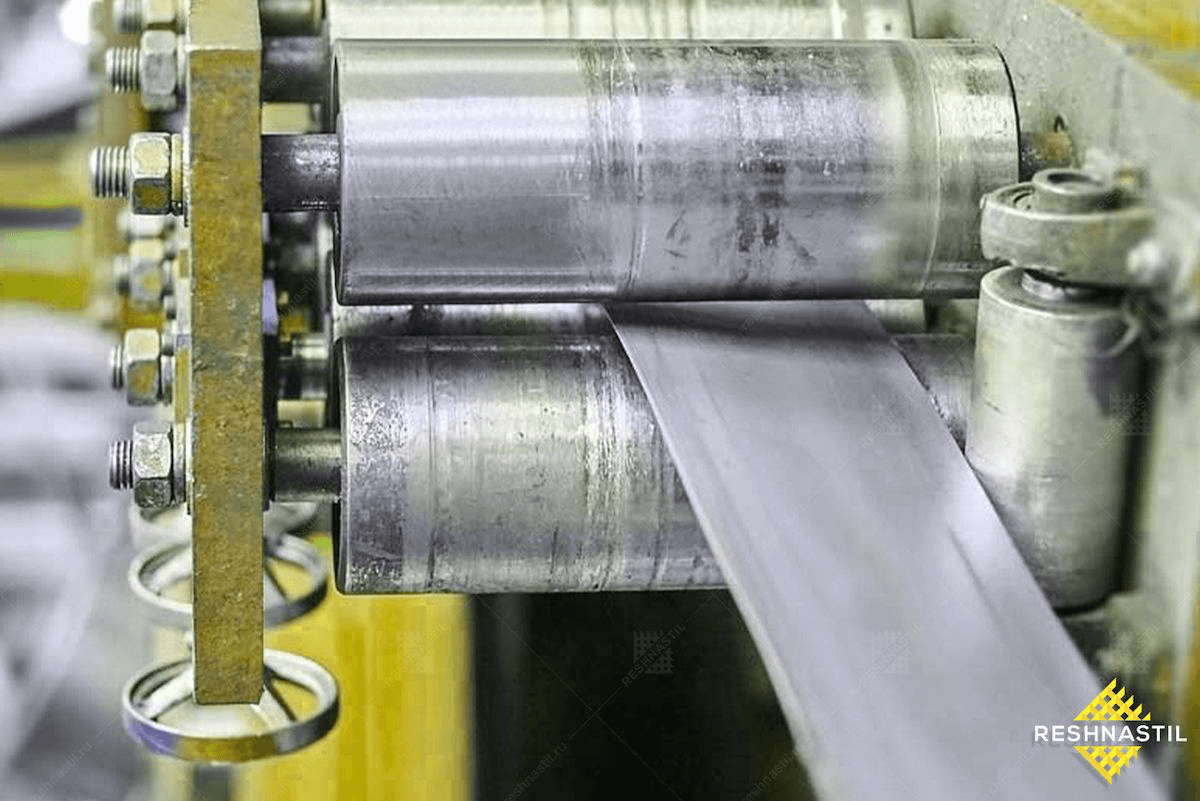
- Правка полосы
- Изготовление прутка
- Изготовление матов (кассет) решётчатого настила размером 6,1х1 м
- Раскрой матов пилой
- Технологические вырезы
- Обрамление
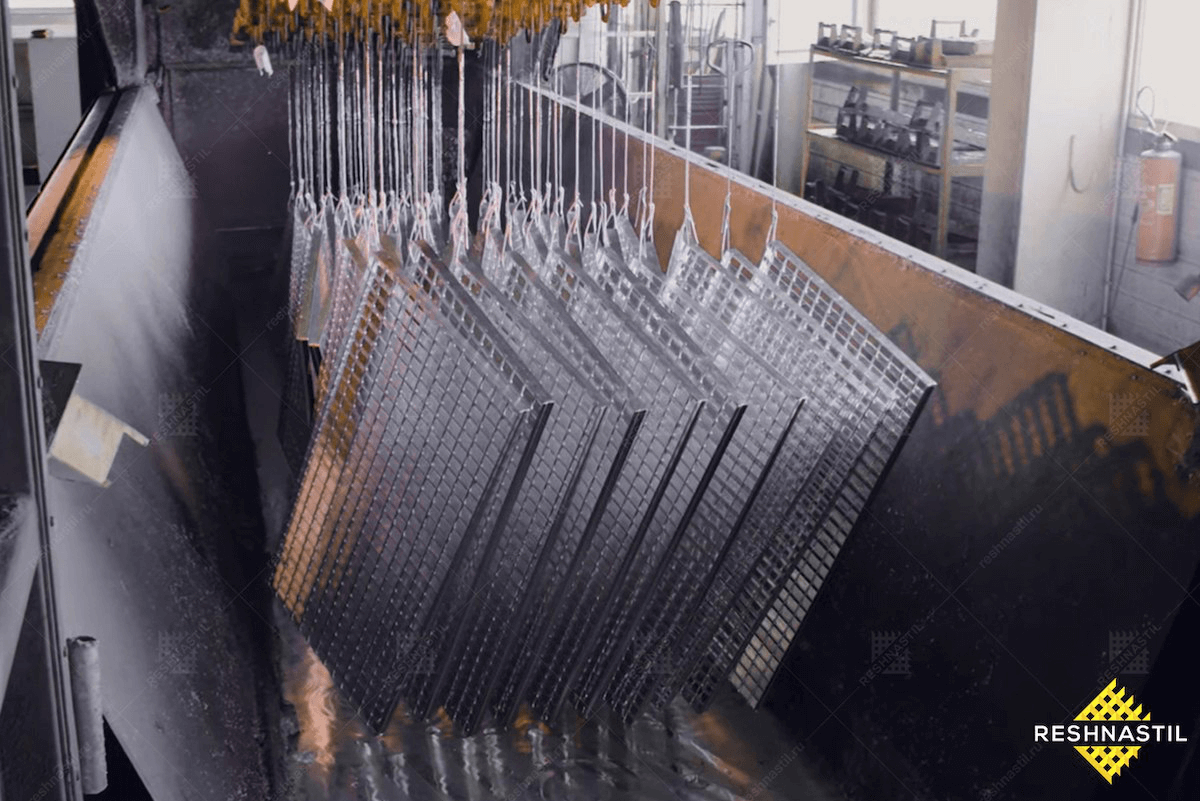
- Покрытие горячим цинком (по желанию)
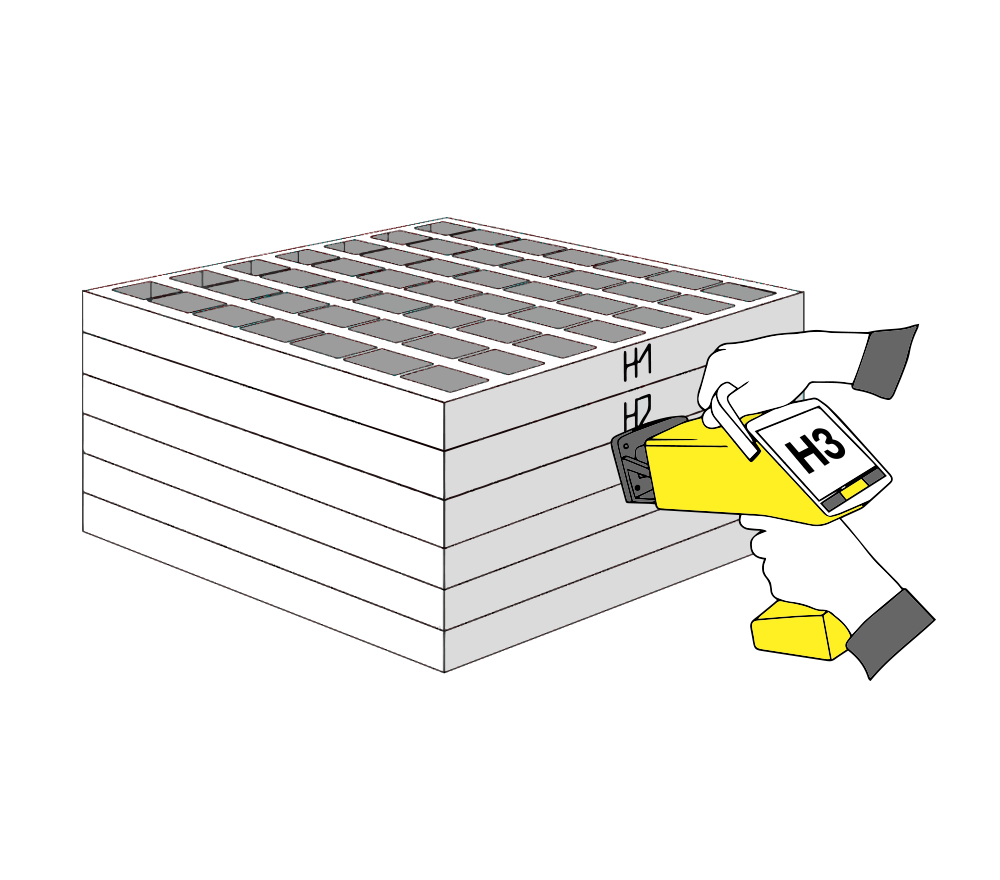
- Маркировка
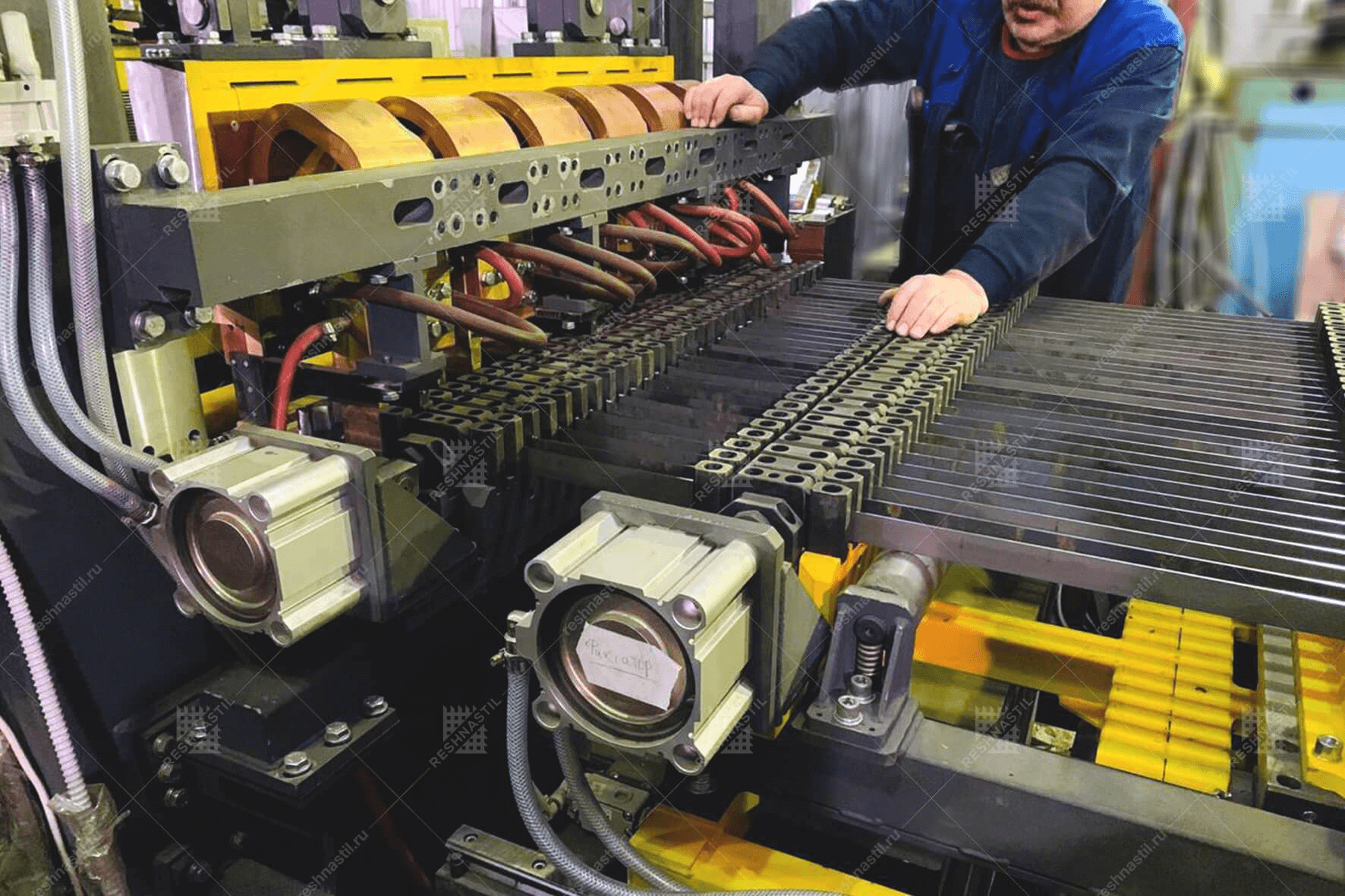
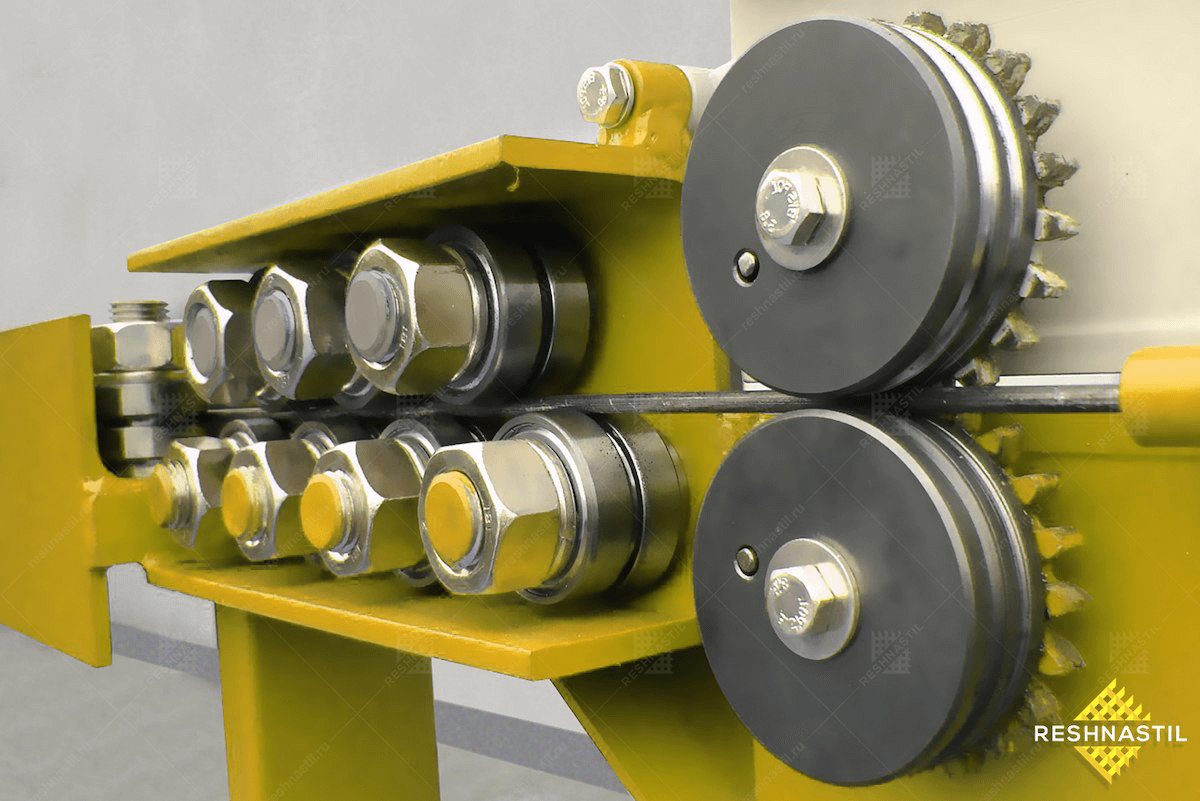
Продольные полосы загружают на стол предварительной раскладки. С него, начиная от центра, через ряд направляющих устройств их вручную подают в машину до упора. Перед работой упор автоматически опускается. На самой машине загружают бункер поперечными прутками. В процессе сваривания они автоматически подаются в зону сварки.
Силовое электрооборудование машины состоит из сварочных трансформаторов, закрепленных на портале. Перемещение электродов осуществляется пневмоцилиндрами. Электропривод каретки перемещения материалов выполнен на основе программируемого сервопривода. Процессом управляет промышленный компьютер.
Каретка, захватив за поперечный пруток свариваемый настил, перемещает его на приемный рольганг. При этом, как только освободится приемное устройство в начале загрузочного стола, можно заправлять в него новые полосы. После изготовления всего изделия каретка дополнительным шагом досылает его на приемный рольганг под пакетировщик и возвращается в исходное положение. Полосы подают до упора. В это время перекладчик с захватами идет вниз, захватывает готовый настил, поднимается вверх и переносит на позицию пакетировки. Перекладчик опускается вниз, захваты отпускают изделие. Пакетировщик возвращается в исходное положение. Можно приступать к следующему циклу.